|
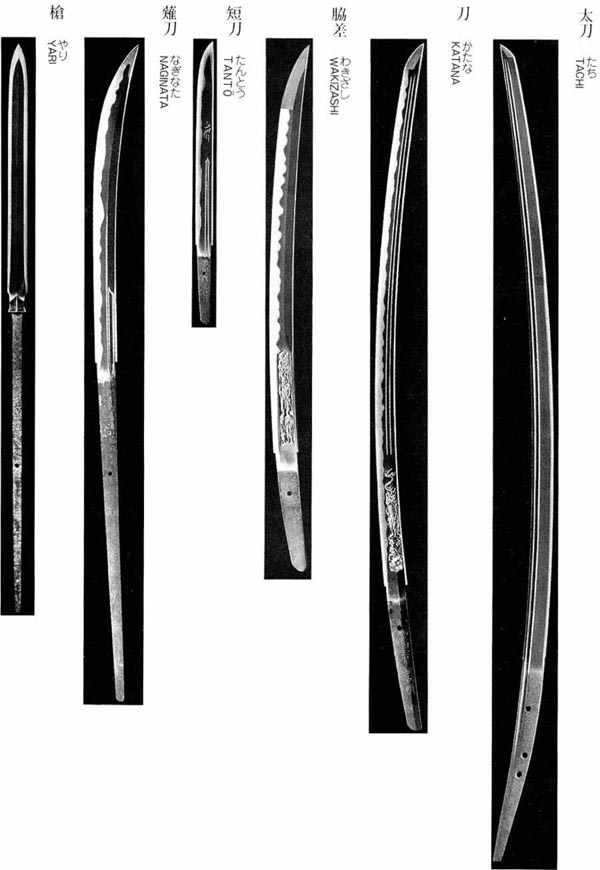
太刀:
大家在美術館,博物館參觀的時候,
看見刀刃向下方展示著的為太刀,
從平安時代(12世紀)末期開始到室町時代初期為止,是縣挂在腰間的刀具。
彎度很大,長度一般在65-70厘米左右。

刀:
將太刀取而代之,從室町時代中期(15世紀后半)開始到江戶時代末期(19世紀中期左右)為止在使用的,長度在60.6厘米(二尺)以上,比太刀稍稍短一些的刀,与太刀相反,刀刃向上配在腰間。新刀(慶長=1596-1614年以后的刀)的肥前刀,或者是幕末的新新刀里面,也有被做成太刀的樣式的情況。

胁差(肋指):
一尺(30.3厘米)以上,二尺以下的刀。
与刀同樣的配在腰間。
稱為小肋指的是指長一尺二,三寸(36-40厘米)的刀,桃山,江戶時代里作為大小配套附加在刀一起,成組來使用。

短刀:
長度在一尺(30.3厘米)以下的刀,也被稱做腰刀,以前說「katana」的時候,其實是指短刀。

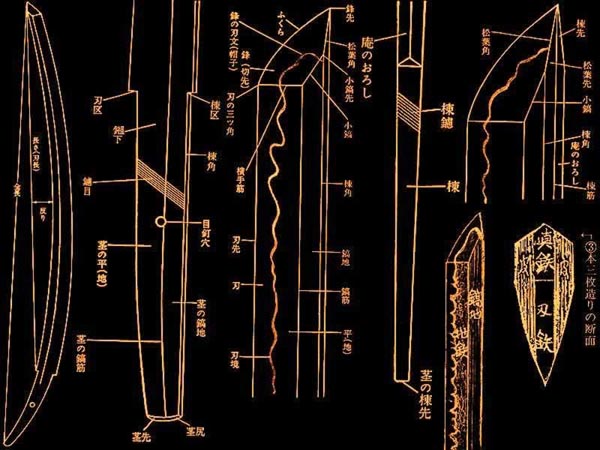
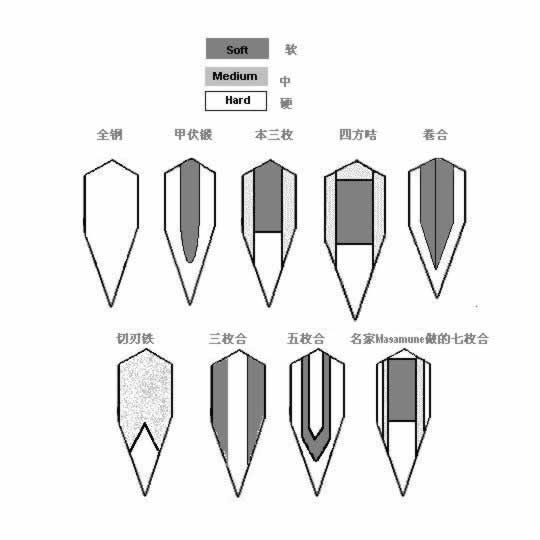
日本刀细部分类
造込的种类
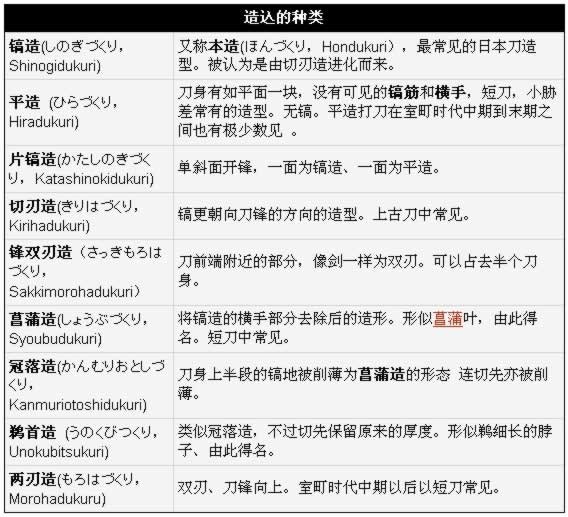
A:平造
B:片切刃造
C:両刃造
D:鎬造
E:菖蒲造
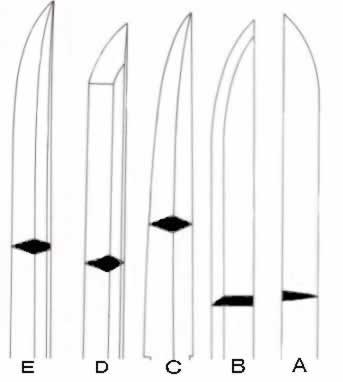
F:切先両刃造
G:冠落造
H:鵜首造
I:おそらく造
|
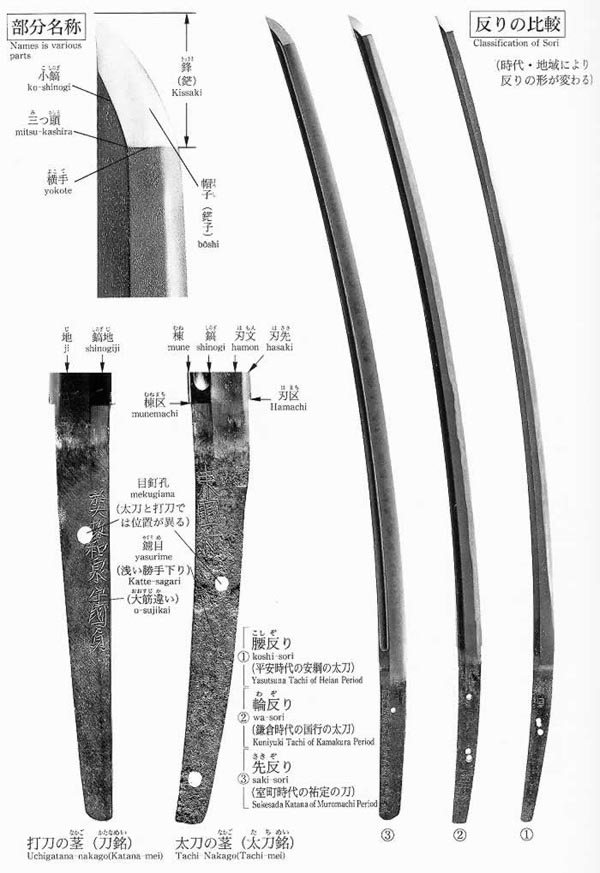
反的种类
日本刀呈现弧度的部分称反(そり|Sori),反在刀体的位置,随着时代的推移,有由刀后方向前推移的趋势。反的类型主要有以下几种。
腰反(こしぞり,Koshizori)
刀反的中心位置位于锋与栋区的中心略下方的位置。平安时代末期到镰仓时代初期的太刀常见。
中反(なかぞり,Nakazori)、华表反(とりいぞり|Toriizori)
刀反的中心位于锋与栋区几乎中心的位置。镰仓时代中期以后常见。
先反(さきぞり,Sakizori)
鑢目和茎反的中心在锋与栋区的中心偏上方的位置。室町时代以后打刀常见。
内反(うちぞり,Uchiizori)
一般的日本刀都是向着栋的方向制造出弧度、此为相反在刃的方向弯曲。镰仓时代的短刀常见。 |
|
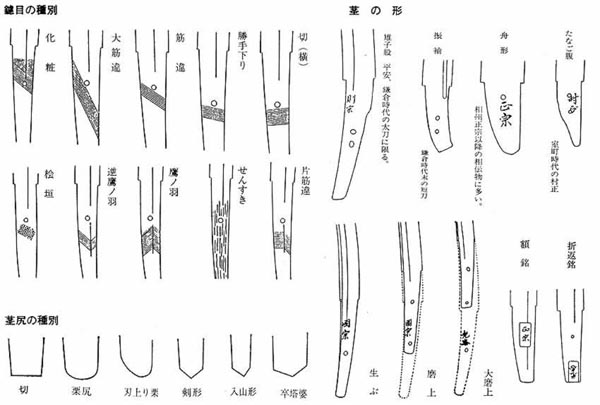
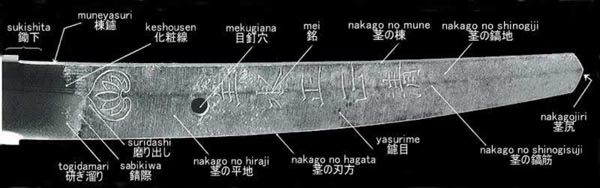
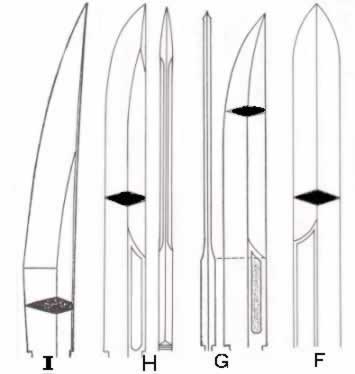
鑢目的种类
鑢目(やすりめ,Yasurime)指的是刀工在茎上刻下的纹样,为的是增强摩擦而使刀柄不易脱落。按地方,时代,流派的不同鑢目也不同、是日本刀鉴定的一大根据。具体种类如下:
胜手下鑢, 化妆鑢, 镐筋违鑢, 鹰之羽鑢, 筋违鑢, 大筋违化妆鑢, 桧垣鑢, 横切一文字鑢等。
A: 横切鑢
B: 勝手下鑢
C: 筋違鑢
D: 大筋違鑢
E: 鑢(ぎゃくやすり)
F: 化粧鑢
G:檜垣鑢
H:鷹之羽鑢
I :逆鷹羽鑢
J: せん鋤
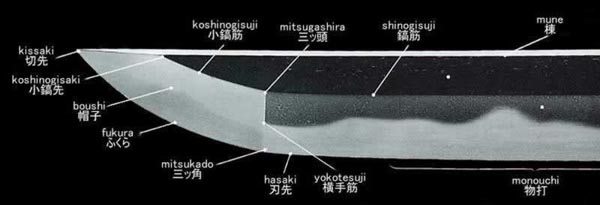
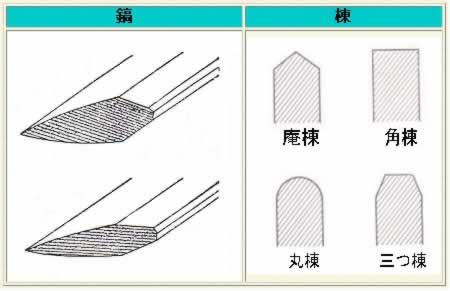
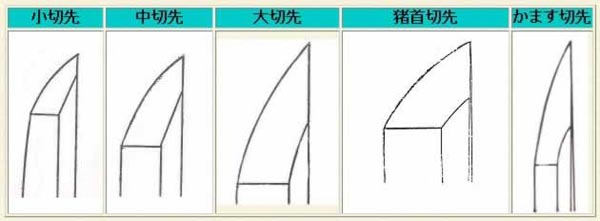
切先的种类
日语称为切先或锋(きっさき,Kissaki)也就是刀锋的意思。刀尖与刀身的分界线称为横手(よこて,Yokote)。有别于世界各地的刀剑制法,日本刀的切先和刀身其他部份各有独立的锻链步骤,一丝不苟。不同的时代,又各种不同的切先设计。观察切先的形状,就可以对刀剑的生产年份作出初步的估计。具体有大切先,中切先,小切先,猪首切先等。
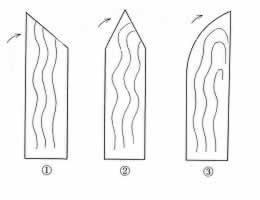
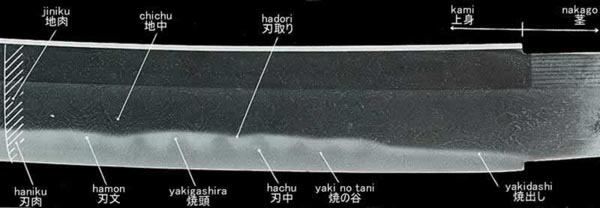
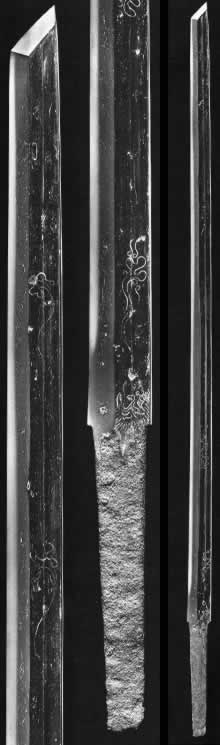
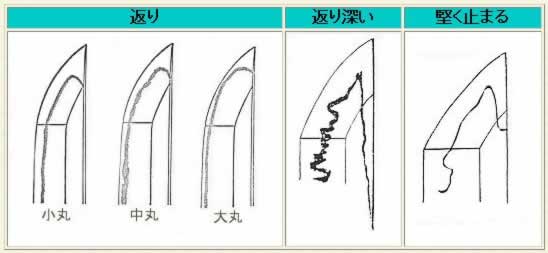
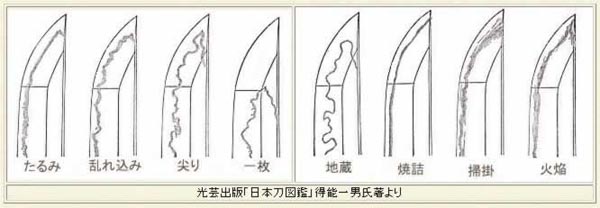
帽子的种类
帽子(ぼうし,Boushi),又称铓子,指的是刀最前端的“切先”部份的“刃文”,这个部份的大小形状,以及烧制的刃纹等都能明显表现出个个不同的刀工和不同时代的特征,是非常重要的一个鉴别部位。 帽子的烧刃形状里有很多种类。刀工锻造切先的时候,钢材处于高温状态。焠火后 “镐”的部份遇冷收缩,“刃”的晶体却会彭胀 ,所以“帽子”会向“栋”的方向返缩。返缩的程度以 "深浅" 来形容,较深的形容为深(ふかい,Fukai),较浅的而带有急异的收势则形容为坚止(かたくとめる,Katakutomeru)。此外,较大的称为大丸(おおまる,Oomaru), 返缩弧度较少的则称为小丸 (こまる,Komaru)。
·扫挂 (はきかけ,Hakikake), 形状有如被扫帚擦过的痕迹。
·乱込(みだれこみ,Midarekomi),帽子如乱刃。
·烧诘(やきつめ,Yakitsume),因为焠火缩胀而向后返缩。
·地藏(じぞう,Jizou),顶端浑圆 形似地藏菩萨。
·火焰(かえん,Kaen),形如火焰。
·尖(とがり,Togari),顶端呈尖形。
鋩子返的种类
鋩子种类
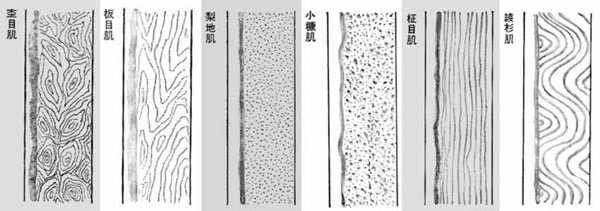
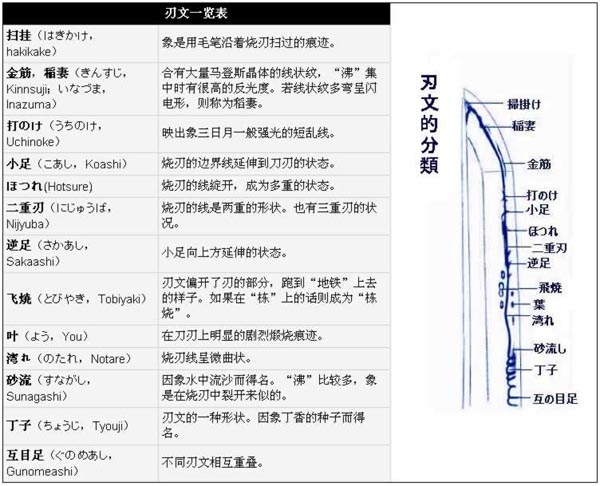
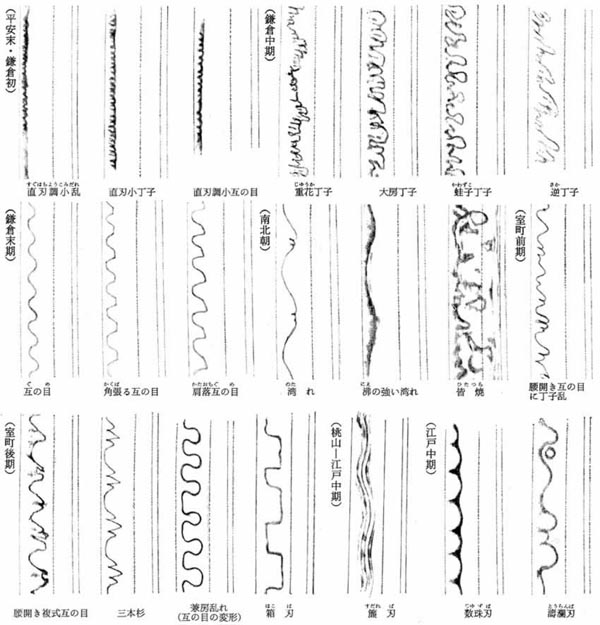
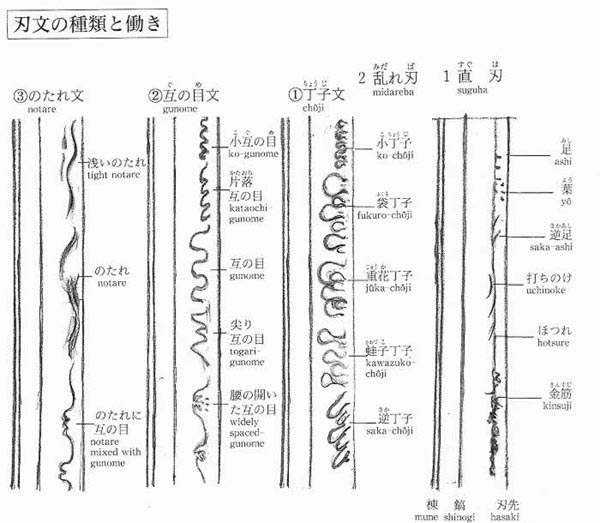
刃文的种类
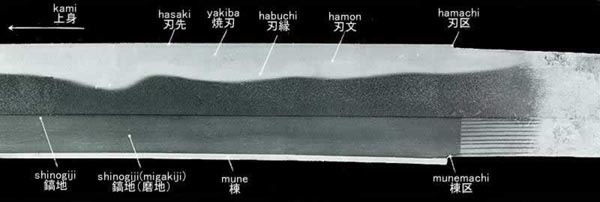
刃 紋:
刃紋是隨著讓刀刃作得更堅固的燒鍊技術而產生的紋樣。將一種叫燒刃土的粘土塗在打造好的刀身上,然後用竹的刮片只將刀刃部份的土刮薄,隨著這去掉土的手法的不同,就決定了讓刃紋成為直紋,或者成為亂紋等形狀。這個步驟叫做取土,在土剛好乾的時候把刀放入火爐,將刀身進行適度的燒煉後沁入水槽。這個步驟叫做燒入,被說成是最需要技術的階段。
直紋裡面也有細直紋(氣結成的紋)和寬直紋等等。亂紋裡面有小亂,丁子,重花丁子,蛙子丁子,互目,肩落互目,三本杉,灣,濤瀾等等各種各樣的刃紋。
|
相关知识
关于日本刀之称
古来日本称之为“刀”(かたな,Katana),“日本刀”一称最早来自外国对其称法。
北宋文人欧阳修曾写下了一首名为《日本刀歌》的诗:
昆夷道远不复通,世传切玉谁能穷。
宝刀近出日本国,越贾得之沧海东。
鱼皮装贴香木鞘,黄白闲杂鍮与铜。
百金传入好事手,佩服可以禳妖凶。
诗中,记录了关于日本刀的一些情况,当时的中国人已将之称为宝刀,有越地(今中国华南地区)的商人专为购刀而前往日本,并从美术角度描绘了日本刀的外形和样式。由此诗可看出日本刀在平安时代后期,镰仓时代初期时已经成被外国认可、并成为日本的输出产品之一。 |
|
妖刀村正
村正因为与德川家族的关系而闻名,德川家族几人死伤于村正刀下,家康以前的松平家两代当主都是死在了村正刀下,德川家康的祖父清康,父亲广忠两人皆被近臣暗杀,而且都是用的村正。而家康本人幼年也曾被村正刀伤了手指。1579年,德川家康嫡子信康,被织田信长赐死,又是死于一把名为势州村正的刀下。这些虽然都是巧合,但是在1600年关原之战中织田河内守长孝的长枪又误伤了家康的手指,而且正是当年受伤的那一手指,更巧的是此长枪也是势州村正制。致使德川家康断定:“村正刀是专门作祟德川家的妖物”并下令毁弃所有村正刀。到了江户时期,虽然势州村正的刀工仍然在打制日本刀,但迫于幕府的压力,再无人敢公然携带村正刀,以前铭村正的刀也多改铭。故现存真品村正极为稀少。
村正被称为妖刀也和其所处历史时期有关,村正产生于动荡的室町中期,对于日本刀的需求很大,导致产生了大量的劣质刀剑,但是村正仍坚持打制品质优秀的实战刀。 事实上,德川家装备村正刀的人极多,而造成德川家死伤的都是家族内部的人,所以巧合其实也就不巧了。
到了江户时期社会和平,刀剑更由实用转为注重华丽的外表装饰,当时的剑相学以刀的锐利品格判断吉凶,太过锋利的实战刀,被称为“妖刀”、“邪剑”。所以到了江户后期,村正即妖刀的观念已深入人心了。
真正的村正是作为刀工的姓名最早出现在室町中期,而且作为刀铭使用了约一百年左右。显然可以看出村正并不是某一刀工的名字,这一点通过现存的村正刀外形和刀铭上也可以证实。据考证,至少有三代伊势的刀工使用村正铭。初代称左卫门尉,是伊势桑名人,现存最早的一把村正于1501年打制,刀上有“势州桑名住右卫门尉藤原村正”的长铭。








试刀
1797年,柘植平助方理著成了刀剑学经典《怀宝剑尺》一书。提出刀剑应该以其切割力作评判标准。 方理按照切割力分类为四个等级。最上大业物(さいじょうおおわざもの,Saijyouoowazamono) ,即能够切透九成至整体的人体厚度的刀剑,大业物(おおわざもの,Oowazamono) 表示能够切透七至八成的人体厚度,良业物(よきわざもの,Yokiwazamono) 表示能够切透五至六成的人体厚度 ,和业物(わざもの,Wazamono) 表示能够切透两至四成的人体厚度。 由此还出现了专业的试刀者,试刀者大致可以分为生试(いきだめし,Ikidameshi) 即切割活人,死人试(しにんだめし,Shinindameshi) 即切割尸体, 和坚物试(かたものだめし,Katamonodameshi) 即硬物切割三种。
除业物分类法外,还有人将尸体叠在一起测试刀剑能够一次过砍断多少层。能砍断一层的称为“一胴”,两层的 称为“二胴”,如此类推。结果都不会超过“三胴”。不过据记载曾经出现过“四胴”甚至“七胴”的宝刀。
较为文明的试刀方法是坚物试,多以铠甲、锻铁板、鹿角等坚硬的材料进行测试 。
佩刀
古代只有武士才能佩刀,一般平民是无权使用的。武士佩刀一长一短,长者为刀,短者为胁差,两把刀用处不同,刀是武器用来防身杀敌。胁差则是用来切腹。 按习惯武士出门之前,先会将胁差插在腰带里,然后用右手提著刀,走到门口的玄关处穿上鞋子以后,才再将刀插在腰带里。刀佩带在左腰 ,是为了方便以右手拔刀。短刀除外,尤其是为配合盔甲的马手指(めてざし,Metezashi) 短刀。此外,武士以自己的刀为荣耀,碰撞武士的刀鞘,会被视为不礼貌。而且刀佩带左面,即使两个武士在狭巷相遇,他们的刀鞘也不会互相碰触。武士到人家中探访,也会先在玄关把刀解开,然后用右手提著,再进入屋内。用左手提刀进入屋户表示可以随时用右手拔刀,是不信任的表现。除非有合理的原因(左撇子),否则也会被视为不礼貌。
和泉守兼重

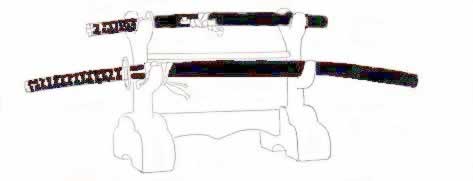
摆设方式
·太刀的摆设
太刀常放置在特定的安置架上,以刀尖向上,刀柄向下,边锋向内的方式摆设。
·刀的摆设
刀与胁差(有时连同短刀)常被放在同一个安置架上。按长短顺序从上到下摆设,短的胁差置于上层,长的刀置于下层。摆设方式以边锋朝上为一贯做法。刀柄必需向左摆设,一方面左面是刀的正面,另一方面则表示无威胁性,若刀柄向右的话,即表示可以用右手拔刀,随时出鞘伤人。
太刀摆放

打刀摆放
|
鉴赏礼仪
鉴赏刀剑时一定要顾及在场人仕的安全,同时要尽量避免损伤刀剑。 首先在安全的位置坐好。用两手将刀剑托起,然后鞠躬敬礼,以表示对刀匠的敬意和对物品的尊重。 然后用左手紧握刀鞘,鞘底向前;右手持柄,逆刃反握 也就是刀刃朝向右掌虎口的方向。保持刃向上,先轻轻拔出一小段刀身,确认刀身是否有卡紧在鞘内。刀身若果卡紧,一次过强行拔出会有可能令刀身失控飞出,危害自己和他人。
此后以缓慢的速度一口气将刀身拔出至切先的部份。若中途有停顿,刀身的表面或者刀鞘的内部可能会被刮花。拔刀时,要避免刀身两面和边锋与刀鞘内侧的接触,将刀背抵著鞘边就可以防刮花刀身或鞘内。切先先支撑在鲤口(こいぐち,Koiguchi),也就是刀鞘开口的部份,再慢慢将刀身移离刀鞘。刀拔出后,先将刀鞘放在一旁,再慢慢鉴赏刀剑。
鉴赏刀剑时,切先与刃绝对不可以朝向他人。若将刃视作刀剑的前方,鉴赏太刀应先从其右面开始,刀则从左面开始 ,这和铭的方向有关,即是先鉴赏刻有“铭”的一面。切忌接触刀身的表面,令手上油脂弄脏刀身,破坏原有的防锈油层。鉴赏时慎言,以免唾沫沾上刀身,引起锈蚀。日本古时的武士身上常备有怀纸(かいし,Kaishi),有的武士在鉴赏刀剑前先在口中咬一片怀纸,为的就是防止刀身沾上口沫。
如果要将出了鞘的刀剑交到另一人手上,先把刀身垂直,切先向上,刃朝向自己,才可以将刀柄交到别人的手里。在未能确认别人能否紧握刀柄之前,千万不能放手。
茎是鉴赏日本刀时重要的一个部分,但是若要鉴赏茎部,必须得到刀主人的同意。为安全计,可以先将刀身纳回刀鞘,再拆下目钉和柄,进行鉴赏。
若要纳刀回鞘,先用刀鞘的鲤口支撑著切先底部,同样是为避免刀身两面和刃锋接触刀鞘内侧,再让刀身慢慢滑回刀鞘内。
参考文献
·鈴木眞哉1998『戦国合戦の虚実』講談社
·鈴木眞哉2000『刀と首取り』平凡社 平凡社新書
·鈴木眞哉2000『鉄砲と日本人』ちくま学芸文庫
·鈴木眞哉2001『謎解き日本合戦史』講談社
·鈴木眞哉2001『謎解き日本合戦史』講談社
·藤本正行1997『逆転の日本史 戦国合戦本当はこうだった』洋泉社
·成瀬関次1940『戦う日本刀』実業之日本社 |
|
本文大部转自维基百科,但大部分图片及少量文字转自其他日文相关网站。文中某些说法也不尽准确合理,为对原作的尊重故不作改动。欢迎各位高人指正,大家共同交流学习。
|